

原标题:沙拉酱
钢桶制造技术(13)-钢桶制造工艺流程
钢桶制造技术
第三章 钢桶制造技术基础
第三节 钢桶制造工艺流程
制桶的工艺过程较为复杂,一般是将各部件加工完成后再进行组装。钢桶一般由桶身、桶底、桶顶、封闭器等四大部分组成。
一、200升标准钢桶制造工艺流程
以200升闭口钢桶为例,其制造的工序过程如图3-1所示。其它钢桶的工艺过程与之大致相似,由于所用材料不同,设备不同,工艺过程也有差异。
流程图既包括了平板钢材为原料的钢桶生产工艺,也包括了卷板为原料的钢桶生产工艺,同时沙拉酱还包括了采用半自动缝焊机的工艺流程与采用自动缝焊机的工艺流程,而且还包括了清洗磷化处理与内喷涂的工艺流程。
采用卷板生产钢桶需采用开卷、校平、定尺下料的工艺流程,这是目前国内最为先进的下料生产工艺。对于采用平板料生产的企业,“
卷板开卷校平下料”工序就只是下料这一项。
采用半自动缝焊机生产桶身时,需要进行磨边、卷圆、点焊定位、缝焊几个工序;而采用全自动缝焊机时,这些工序都合成为缝焊,即图中虚线部分的流程。
桶身及桶底顶的清洗磷化工序,实际包括了除油、清洗、除锈、清洗、磷化、沙拉酱烘干几个工序,这是一条清洗生产线。对于不同的企业,不同的用户要求,其中的某一部分或全部都可以省略。
内涂烘干工序包括了桶身内涂、桶底顶内涂、涂膜烘干几道工序,在某些企业中这也是一条生产线。图中所示内涂烘干工序位置是闭口钢桶内涂的工艺,对于开口钢桶来说,目前内涂可以在桶底与桶身卷边封口后与外涂同时进行。
螺圈和螺塞的生产工艺流程中,其实G2和G3/4的封闭器稍有不同,在G3/4封闭器螺圈和螺塞的实际生产中,需分别加上二次拉深与精整两个环节。
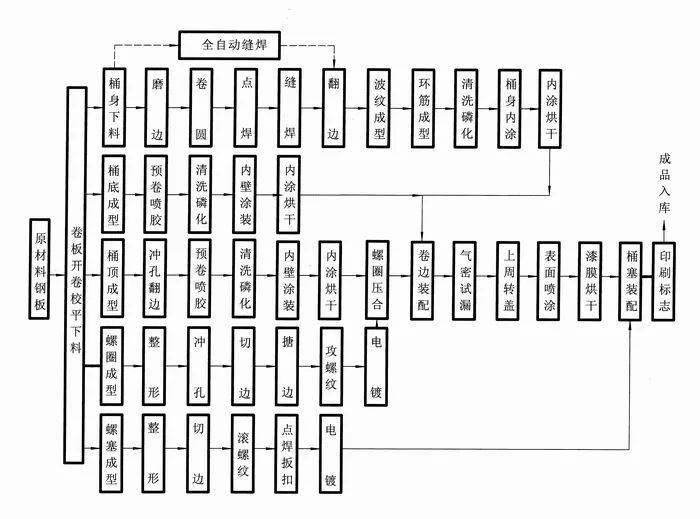
图3-1 沙拉酱
闭口钢桶的一般工艺流程图
二、200升标准钢桶制造工艺概述
钢桶生产所采用的工艺手段涉及面很广,基本上可分为三大类,即机械加工工艺、焊接工艺和涂装工艺。
1.钢桶生产的机械加工工艺
从机械加工成形方式来分类,钢桶制造的加工工艺可分为两类,一类是金属切削加工工艺;另一类是无切削加工工艺。
金属切削加工工艺,如板材磨边的磨削、螺圈成形的扩孔车削和螺纹攻丝等。这类加工工艺与普通的切削加工相比,本质上是完全相同的。只是为了提高加工速度,钢桶制造沙拉酱生产中都有自己的专用设备,如磨边机、专用车床、滚丝机和攻丝机等。从而使它们跟钢桶制造的节拍和达到钢桶制造的工艺要求。
无切削加工工艺在钢桶制造生产中应用更为广泛,如板材的裁剪、桶底顶与封闭器的冲压、桶身成形与卷边的压力加工方式,
以及桶塞螺纹的滚轧成形与卷圆的滚压成形均属于无切削加工。其中冲压工艺应用最多,几乎应用了包括冲裁、拉深、弯曲、成形在内的全部冲压工艺。回转旋压成形工艺是钢桶制造特有的加工工艺,只适用于如钢桶的桶身生产。加工时,沙拉酱钢桶夹持在胎具上并随胎具转动,用滚轮作为加工工具使其一部分弯曲(翻边)、涨形(胀筋)、压形(波纹成形)、卷边(卷封装配)。其中,涨筋加工,目前常采用的是冷挤压工艺,近几年来翻边也多采用冷挤压加工,即加工时钢桶并不旋转,也就是常说的模具翻边。
钢桶成型加工工序主要是翻边、涨筋、压波纹和卷边装配工艺,有的企业采用“三合一”生产设备,在一道工序上同时进行了翻边、涨筋和压波纹加工。这些属于中段设备的制桶机械是钢桶生产的专用设备,目前在国内有各式各样的中段设备。按传动方式分,沙拉酱
有液压设备、机械设备、手动设备、气动设备等;按钢桶在生产线上的位置分,有立式和卧式两种;按生产自动化程度分,可分为全自动设备、半自动设备和手动设备等。
2.焊接工艺
钢桶采用的焊接工艺也可分为两种:一种是缝焊工艺,用于桶身直缝的焊接;另一种为点焊或凸焊工艺,用于桶身缝焊前的搭边定位以及封闭器等的焊接。这两种焊接方法均属于电阻焊焊接。
缝焊是采用电极轮作为电极,焊接可连续加工。桶身搭边定位是采用单纯的点焊,电极是普通的电极头,每个焊点加工一次,沙拉酱一般一个桶身需要2~5点焊接。而在钢桶封闭器的生产中,一般是先在零件上加工若干个凸点,再采用专用的成形电极头作为电极,即相当于若干点一次点焊加工成形,通常这种焊接叫做凸焊。
采用全自动缝焊机焊接桶身时,不需要点焊定位,也
不需要磨边、卷圆,裁好的桶身料只要送进机器,都会自动完成卷圆和缝焊加工。
3.涂装工艺
涂装工艺是保证钢桶表面质量,增强钢桶搞腐蚀能力的一种重要工艺手段。目前,国内采用最广泛的涂装工艺是油漆涂装工艺。由于喷涂方式不同,可分为空气喷涂、沙拉酱静电喷涂和高压无气喷涂等几类。
随着钢桶制造技术的发展,新的涂装工艺已逐步加以应用,如粉末喷涂工艺、电泳涂装工艺以及金属喷涂等新工艺。钢桶钢板采用镀锌和铁塑板或预涂钢板后,钢桶制造工艺会大大简化,涂装工艺也不再是制桶工艺中必需的重要环节。当然,这些新工艺新材料虽然在防腐蚀效果上比油漆更胜一筹,但成本也高很多,工艺、技术也复杂得多,因而,现在大量采用的还是油漆涂装工艺。
为了保证涂装质量,提高漆膜附着力,在涂装前进行除油、除锈、磷化、清洗、沙拉酱
烘干是必要的工艺。对于表面要求不高的钢桶产品,多数企业采用人工擦桶的办法,可以有效的降低成本。
作为涂装的最后一道工序,应该是标志的印刷,以前钢桶的标志是采用空气喷涂法,利用镂空的标志版进行喷字。现在市场对钢桶的外表质量要求越来越高,已经开始采用丝网印刷和热转印技术进行标志的印刷。
三、其他类型钢桶的工艺流程简介
1.桶身制造工艺
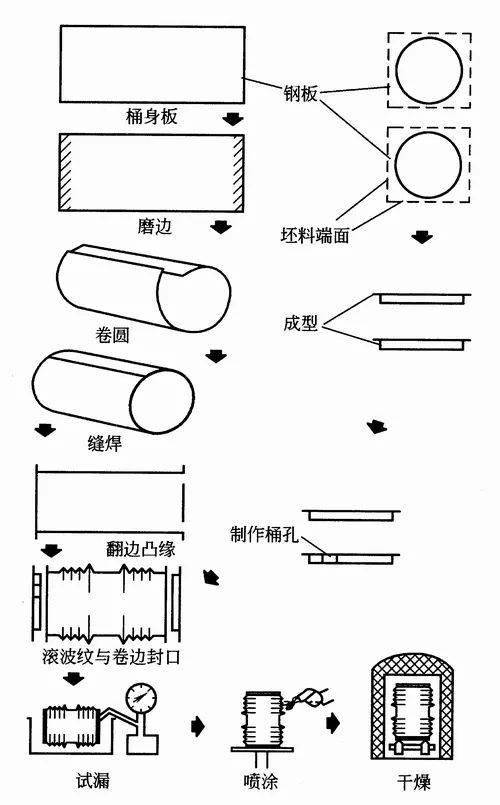
图3-2 圆柱形闭口钢桶工序过程示意图
(1)圆柱形闭口钢桶:圆柱形闭口钢桶的制造工艺过程如图3-2所示。其桶身制造的工艺流程如下:
原材料→剪切→磨边→卷圆→点焊→缝焊→翻边→滚波纹→胀环筋→桶身成形
沙拉酱选用合适的原材料,根据桶身设计尺寸剪切下料,将剪切好的桶身板料缝焊搭边进行磨削;在卷板机上将桶身板材卷成圆筒形,用点焊机将已卷圆的桶身进行搭接点焊定位,再
用缝焊机将桶身纵向搭边焊接,形成一条气密性的焊缝;在翻边机上将缝焊后的桶身两端边缘向外翻出,以便卷封装配;在波纹机上将桶身进行滚压,使桶身获得波纹式加强筋;在胀筋机上将桶身胀出环形筋,从而完成桶身的加工。
(2)圆柱形开口钢桶
(a)桶口卷管:圆柱形开口钢桶桶身的加工工艺和闭口钢桶桶身的制造工艺基本相同,只多了一道桶口卷管工序,可在卷管机上完成,也可以在模具翻边机上直接完成,也可以在卷封装配机上完成。桶身翻边时,桶口一端的翻边宽度应比桶底端宽些。开口沙拉酱桶桶口卷管示意如图3-3所示,桶身绕其轴线旋转时,卷管压滚向桶身上端的翻边作径向推动,形成桶口卷管。这种工艺方法一般是在卷封装配机上进行的,只要把原先卷封桶顶的滚轮更换成卷管滚轮即可,并将桶顶压盘改为开口桶桶口压盘,沙拉酱
在桶底卷封的同时进行桶口卷管。
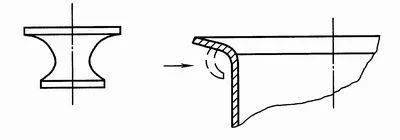
图3-3 开口钢桶桶口卷管示意图
(b)桶口缩颈:开口缩颈桶的桶身制造又多了一道桶身缩颈工序。作业时,是在缩颈机上通过缩颈模具将桶口收缩变形,使桶口局部直径变小。当缩颈变形较大时,可将缩颈成型分两次完成,以免薄壁桶身在缩颈中失稳起皱。
(3)钢提桶:圆柱形钢提桶桶身的制造工艺与圆柱形闭口钢桶桶身的生产工艺相类似。图3-4所示为锥形钢提桶生产工艺流程,图中的底部翻边前各道工序是钢提桶桶身的生产工艺流程。
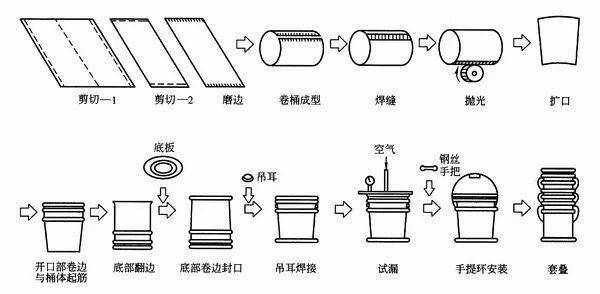
图3-4 钢提桶生产工艺流程
(4)异形桶:沙拉酱异形桶的桶身可用机械冲压方法,通过模具使桶身折成所需的形状,桶身的转折处一般有小圆弧过渡,以保证桶身折方时不产生裂口等缺陷。为了不影响缝焊和卷封装配,桶身上的加强筋需在桶身板折方前用压力机模压成形,且与缝焊
搭边处要空有一段距离。
胀形法是制造异形桶常用的方法,先将桶身做成圆筒状,再放在胀型机上成型。
胀形机按胀型运动的转动方式分为凸轮式、锥体式、楔块式等。凸轮式胀形机的工作原理如图3-5所示,在弹簧的作用下两胀块中心的滚子始终与沙拉酱凸轮边缘接触,图3-5(a)中凸轮的位置使两胀块的距离最小,此时可将桶身套入。转动凸轮,使两胀块向外移动,转至图3-5(b)的位置时,圆形桶身被胀为异形桶身。
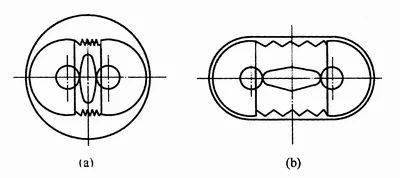
图3-4 凸轮式胀形机工作原理
锥体式和楔块式胀形机的胀形动作分别靠锥体的移动和楔块与胀块斜面间的相对运动来驱动两胀块的张开实现异形桶身的胀形。凸轮式胀形机是靠凸轮的转动扭矩产生胀形力,和锥体式、楔块式胀形机相比,胀形力小,一般用于薄壁小桶的胀形。
胀形法很容易获得锥体桶身上的波纹且工艺简单,主要问题是回弹性大,不易定型。沙拉酱
为了克服回弹,可采取多次胀形或使桶壁胀形变形加大的方法使桶身变形硬化以减小回弹,但桶身板下料长度比理论计算值要大,以弥补变形产生的误差。
2.桶底制造工艺
桶底的生产制造较简单,制造工艺流程如下:
剪板→落料拉深→预卷喷胶
首先根据桶底设计尺寸和原料尺寸确定排样方案,然后在剪切机上将原料切成桶底毛坯,再将毛坯送入冲床,利用模具同时完成落料和拉深而得到桶底。在预卷机上对桶底进行预卷边,并在卷边部位喷上密封胶。
异形桶底在冲压拉深作业中,沙拉酱受力变形过程复杂,一般一次落料拉深后还要增加修边工序,用修边模具在冲床上再次落料,使桶底获得准确的边缘尺寸。
3.桶顶制造工艺
闭口桶桶顶的制造工艺和桶底基本相同,工艺流程如下:
剪板→落料拉深→桶口冲孔翻边→锁装封闭器→压印标记→预卷喷胶
落料拉深后,在复合模具中将桶顶进行冲孔和翻边,然后将螺圈套上衬垫,放入桶顶孔内,在冲床上通过模具卷边,使螺圈和桶顶压紧锁合在一起,同时在桶顶平面上压印标记(商检号、厂标、生产日期等),再预卷喷胶后即可进行卷封装配。
开口桶桶顶即是桶盖,其制造工艺流程如下:
剪板→落料拉深→圆边→注胶→压印标记
圆边工序是将桶盖周围凸起的边缘向下变曲,加工成形后的开口桶盖结构形状如图3-6所示。有的开口桶对密封性有特殊要求,所以在边缘卷槽里需要注入密封胶,加热发泡后成为胶垫,装配后在桶盖和桶口之间起密封作用。
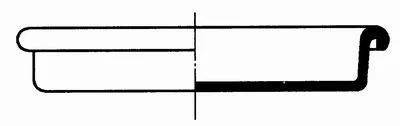
图3-6 开口桶桶盖的结构形状返回搜狐,查看更多
责任编辑:

电话:176-2109-5558
QQ:
邮箱:124808642@qq.com
 扫一扫 微信二维码
扫一扫 微信二维码

 全国服务热线
全国服务热线